Elektrody akumulatorów przepływowych są zwykle wykonane z filcu elektrodowego i tkaniny elektrodowej. Proces obejmuje przekształcenie wstępnie utlenionego włókna w filc lub tkaninę za pomocą technologii tekstylnej, a następnie karbonizację, grafityzację i aktywację w celu wytworzenia elektrod. Najbardziej krytycznym etapem wpływającym na działanie materiału elektrody jest etap aktywacji. Konwencjonalny proces aktywacji przeprowadza się poprzez aktywację utleniania, zazwyczaj obejmującą obróbkę cieplną w wysokiej temperaturze za pomocą powietrza lub powietrza zmieszanego z pewną ilością pary wodnej, w celu zaszczepienia różnych aktywnych grup funkcyjnych (zwykle grup hydroksylowych i karboksylowych) na powierzchni włókien węglowych, uzyskując efekt hydrofilowy. W wyniku trawienia oksydacyjnego zwiększa się powierzchnia właściwa włókien węglowych i wzmacniane są miejsca aktywne, tworząc w ten sposób dobrze aktywowane hydrofilowe materiały elektrodowe. Proces ten charakteryzuje się prostotą, wygodą i niskim kosztem. Jednakże ma tę wadę, że nie jest w stanie dokładnie kontrolować proporcji i ilości grup funkcyjnych zawierających tlen. Wiązania chemiczne grup hydroksylowych i karboksylowych we włóknach węglowych są podatne na pękanie i dezaktywację; proces aktywacji utleniania prowadzi do pojawienia się utlenionego grafitu na powierzchni grafityzowanych włókien węglowych, co skutkuje słabą przewodnością; wzrost powierzchni właściwej w wyniku procesu aktywacji utleniania jest niezwykle niski, zwykle nie przekracza 2 m²/g, a wzrost miejsc reakcji jest stosunkowo niewielki.
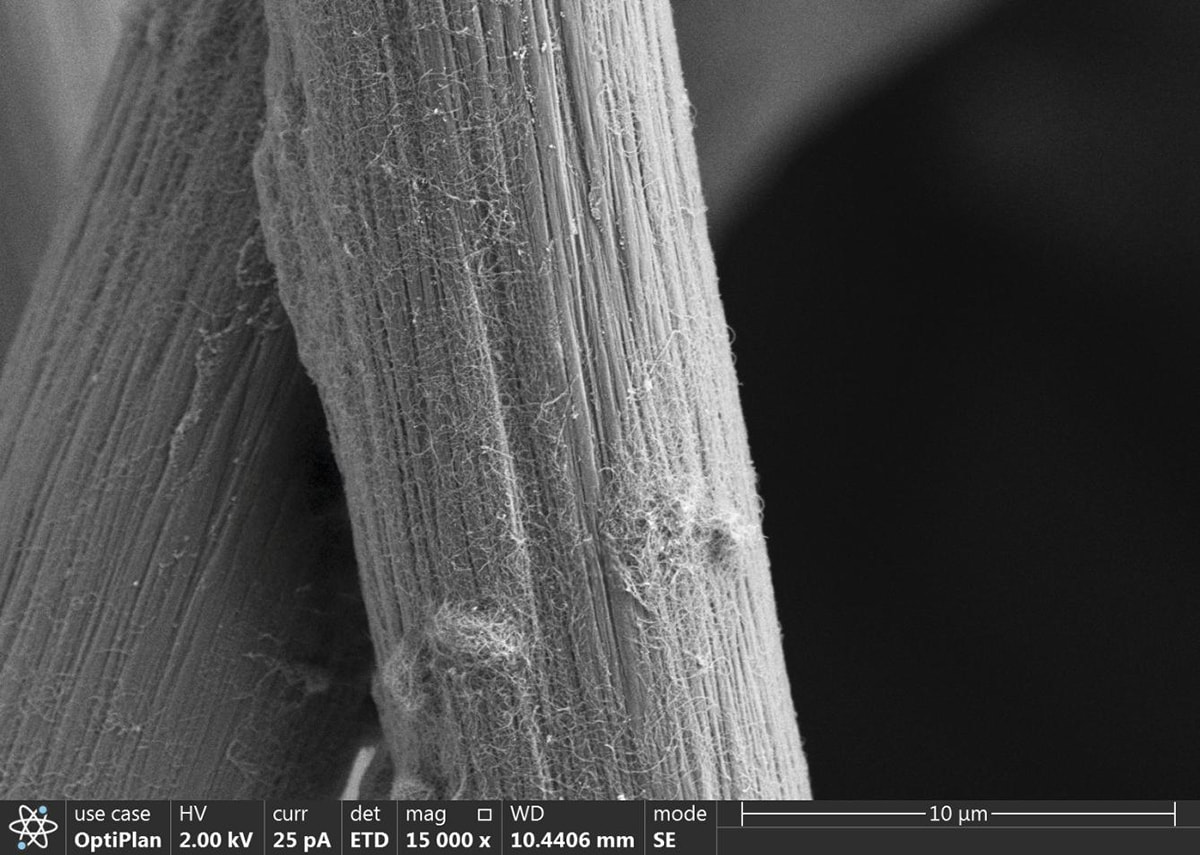
Nasz proces aktywacji polega na osadzaniu nanorurek węglowych na powierzchni grafityzowanych włókien węglowych w drodze ciągłego procesu osadzania z fazy gazowej. Kontrolując warunki przepływu gazu i ciśnienia, nanorurki węglowe są równomiernie pokrywane na powierzchni włókien węglowych (ze względu na brak katalizatorów nanorurki węglowe mogą jedynie przylegać i rosnąć na włóknach węglowych, co z kolei skutkuje szczelną powłoką nanorurek węglowych, która nie odpada). Następnie, poprzez azotowanie, szczepi się struktury pirolu i pirydyny, aby zahamować uboczną reakcję wydzielania się wodoru. Wreszcie, reakcje utleniania zachodzą w kilku strefach temperatur, w celu zaszczepienia na powierzchni grup funkcyjnych zawierających tlen.
Charakterystyka tego procesu to:
1. Zjawisko kapilarne powstałe w wyniku osadzania nanorurek węglowych osiąga efekt hydrofilowy metodą fizyczną, dzięki czemu jest mniej podatne na dezaktywację;
2. Powierzchnia właściwa jest duża, zazwyczaj ≥10㎡/g, czyli 5-10 razy większa niż w przypadku procesów konwencjonalnych;
3. Wytrawianie utleniające jest minimalne, a rezystancja wewnętrzna elektrody jest niska. Proces ten różni się od konwencjonalnych metod aktywacji utleniającej, które uszkadzają włókna węglowe. Nie tylko nie uszkadza włókien węglowych, ale także pomaga zwiększyć przewodność i wytrzymałość włókien węglowych, a nawet może wytwarzać twarde elektrody poprzez duże osadzanie. Ogólnie rzecz biorąc, wydajność napięciowa elektrody o średnicy 2,5 mm wynosi zazwyczaj ≥88%, podczas gdy wydajność napięciowa elektrody o grubości 4,35 mm wynosi zazwyczaj ≥87%, co świadczy o doskonałej wydajności. Nasza firma posiada pierwszy w Chinach piec do ciągłego naparowywania CVD, który służy do wzrostu nanorurek CNT na miejscu poprzez naparowywanie CVD. Przeszedł ponad 10 000 cykli, przy utracie cyklu ≤0,5%. Powierzchnia właściwa filców i tkanin elektrodowych wynosi zazwyczaj około 12 ㎡/g, przy czym najwyższa osiągalna wartość wynosi 600 ㎡/g. Nanorurki CNT mają średnicę 8–10 nm i długość 100–200 nm.
| Imię | Jednostka | Ściereczka do elektrod | Filc elektrodowy | Uwagi | |||||||
| ① | ② | ③ | ① | ② | ③ | ④ | ⑤ | ||||
| Grubość | mm | 0,6 ± 5% | 0,8 ± 5% | 0,9 ± 5% | 2,5 ± 7,5% | 4,35 ± 7,5% | 5,0 ± 7,5% | 6,0 ± 7,5% | 7,0 ± 7,5% | Inne specyfikacje można dostosować według potrzeby klienta | |
| Numer modelu | - | OEPLG-XX4235-7.5 | OEPLG-XX4542-7.5 | OEPLG-XX3543-7.5 | OEPLG-2.57.5 | OEPLG-4.356.5 | OEPLG-5.06.5 | OEPLG-6.06.5 | OEPLG-7.06.5 | ||
| Gęstość | g/cm3 | 0,3-0,4 | 0,08-0,11 | ||||||||
| Szerokość | m | 1,3-1,5 | 1,42-1,45 | ||||||||
| Siła rozbijania | Promieniowy | N | ≥20 | ≥10 | |||||||
| Strefowy | ≥30 | ≥10 | |||||||||
| Termiczne przewodność | Pionowe | W/m·k | 5 | 0.28 | |||||||
| Kwadrat wartość rezystancji | Ω/口 | 0,12-0,4 | 0,2-0,5 | ||||||||
| Zawartość węgla | % | ≥99,90 | ≥99,90 | ||||||||
| Szybkość przenoszenia cieczy | ×100% | 9 | 10 | 11 | 22 | 12 | 14 | 11 | 11 | ||
| Włókno szybkość wypadania | % | ≤0,5 | ≤0,5 | ||||||||
| Konkretny powierzchnia | m²/g | 9-15 | 9-15 | ||||||||